How a Cook Chill Food Production System Cuts Waste and Builds Stock
Food manufacturers and large-scale caterers are under increasing pressure to reduce waste, maintain food safety compliance, and improve operational efficiency. A Cook Chill food production system offers a proven solution – allowing producers to cook food in large batches, rapidly chill it, and store it safely for later use without compromising quality.

For ready meal manufacturers, central production kitchens, and contract caterers, the Cook Chill process not only minimises food waste but also enables reliable stock-building and flexible distribution.
Understanding the Cook Chill Process

At its core, the Cook Chill food system is designed to separate cooking from service. Food is fully cooked, rapidly chilled to safe temperatures, and then stored under controlled refrigeration until it is regenerated.
The typical cook chill process includes:
- Batch cooking of food using controlled, high-capacity equipment
- Rapid chilling to between 3-5°C within a defined timeframe
- Cold storage under strict temperature control
- Regeneration when required for service or packaging
By extending shelf life without freezing, Cook Chill enables manufacturers to plan production more efficiently, reduce overproduction, and maintain consistent product quality across multiple service points.
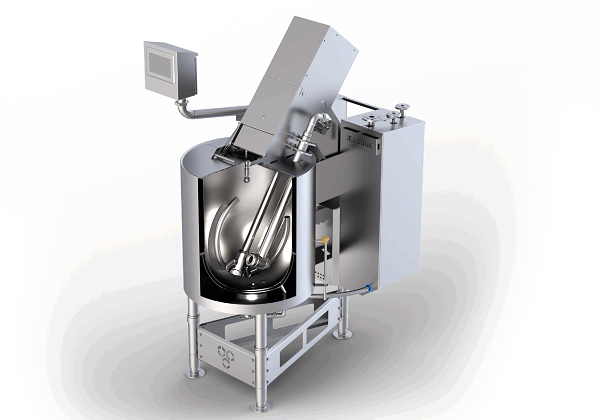
The Role of Industrial Cooking Kettles in the Cook Chill Process

Industrial Cooking Kettles play a critical role in successful Cook Chill operations. Designed for high-volume, consistent cooking, they allow manufacturers to prepare soups, sauces, stews, curries, and other liquid or semi-liquid meals with precision and repeatability.
Key benefits of industrial kettles in a Cook Chill system include:
- Even heat distribution for consistent cooking results
- High-capacity batch production, reducing labour and energy costs
- Integration with automated cooling and transfer systems
- Improved yield control, minimising product loss
When paired with advanced process control systems, industrial kettles help ensure each batch meets exact cooking parameters – essential for both food safety and quality assurance.
Food Safety Procedures in the Cook Chill System
Food safety is the backbone of any Cook Chill operation. Strict controls are required at every stage to prevent bacterial growth and maintain compliance with food safety regulations.
Best-practice food safety procedures include:
- Monitoring critical control points (CCPs) during cooking and chilling
- Rapid chilling within legally defined timeframes
- Continuous temperature logging and traceability
- Hygienic design of equipment to prevent cross-contamination
As highlighted in guidance from DC Norris, compliance is most effective when food safety is engineered into the production line itself – through automated systems, data capture, and hygienic equipment design.
Waste Reduction Strategies with Cook Chill

One of the most compelling advantages of a Cook Chill food production system is its ability to significantly reduce food waste.
Key waste reduction benefits include:
- Production to forecast, not immediate demand
- Extended chilled shelf life, reducing spoilage
- Batch consistency, minimising rejected product
- Efficient stock rotation, improving inventory control
Cook Chill systems can cut food waste significantly by enabling better portion control and storage efficiency.
Controlled chilling and regeneration also preserve food quality – reducing the likelihood of discarded product due to texture or flavour degradation.
Building Stock Without Compromising Quality
For ready meal manufacturers, Cook Chill unlocks the ability to build stock safely and strategically. Instead of producing daily to meet fluctuating demand, manufacturers can:
- Scale production during off-peak hours
- Build buffer stock for high-demand periods
- Improve labour utilisation and energy efficiency
- Maintain consistent product quality across batches
This flexibility is particularly valuable for businesses supplying retail, healthcare, education, and hospitality sectors where demand patterns can change rapidly.
Why Cook Chill Is a Smart Investment for Food Manufacturers
A well-designed Cook Chill food system delivers measurable returns by reducing waste, improving food safety compliance, and enabling smarter stock management. When supported by high-quality industrial cooking kettles and integrated production lines, Cook Chill becomes a scalable, future-proof solution for modern food manufacturing.
With decades of experience in large-scale food production systems, DC Norris continues to help manufacturers design Cook Chill solutions that embed efficiency, compliance, and sustainability from the ground up.

The post How a Cook Chill Food Production System Cuts Waste and Builds Stock appeared first on DC Norris.